产品中心
Product Center

- 2019-09-10
- 浏览次数:3738
- 作者:武汉科一光电科技有限公司
产品简介
introduction彩色激光打标机 不锈钢钛钢等部分金属材料激光标记显彩设备

碳钢和不锈钢的应用范围很宽泛,在某些特定场合需要对其进行颜色处理,使其表面既能显示出金属的色泽和强度,又能呈现一种平滑、五颜六色的炫目美感。这种表现能增加不锈钢制品的产品附加值,有益于企业的市场竞争力。
要实现以上功能效果,在激光打标工序需要加入MOPA光源通过脉宽调整来获得颜色的变化。
人的眼睛能够看到不一样的颜色,其实是因为光的特性
(不同的光具有不同的波长,这个不同经人眼处理后产生了不同颜色感受)。
传统的金属显彩常常通过阳极化处理来进行。严格控制的化学工艺能够产生特定厚度的氧化膜层,厚度的范围也就是颜色显示的层次范围。
激光打标的原理类似。
常规不锈钢显彩的原理有以下几种:
1)直接生成有色氧化物;
2)在化学和电化学或激光的作用下,在工件表层形成一层很薄的无色透明氧化膜,
氧化膜能产生干涉反应,可在不锈钢制品表面显现出颜色;
3)同时存在有色氧化物和氧化膜的一种混合态。
在传统的金属激光打标工艺中,
一般是通过Q开关结构的激光器(简称调Q脉冲激光器)来
对脉宽,频率,功率,速度,填充方式,填充间距,延时参数等进行相互关联的调整来得到不同的脉冲能量,
调整结果则会有线条粗细、印记深浅,加工速度快慢等的区别,但是还不能对颜色有鲜明改变。
目前的不锈钢打彩工艺中常规采用MOPA,
即能调整脉冲频率和脉冲宽度而不影响其他工艺参数。那么是怎样调整才能得到相关的颜色显现呢?
根据行业内人员的测试,发现了这样的一些规律:
在密集填充间距、中等脉宽、高频(填充间距<0.005mm;脉宽45ns-100ns;频率≥300kHZ)的情况下,
功率由小变大,在不锈钢上表现出来的颜色呈现出很规则的变化特征:
黄色,红色,蓝色,绿色直至绿色慢慢变深。
也可以这样描述:功率从小到大时,
不锈钢打彩的颜色依次显示为:橙色-红色-紫色-蓝色-绿蓝色-蓝绿色-绿色-黄绿色-黄色-橙色。
由于光的特性,不锈钢工件的表面状况会影响到色彩的显示结果,
平滑的表面+细腻的线宽较有利于得到鲜明的光衍射结果,色彩的区别此时较为鲜明
这些都是通过严格控制的激光参数来保障氧化精度进而影响具体颜色显示结果来得到的。
工件厚度也会影响色彩结果,
究其原因是激光打彩毕竟还是一个热处理的过程,
薄壁材料的热积累势会导致工件的尺寸变形和色彩的渐变。
严格的热量控制(散热也是)此时是需要的。
另外有一点要说明的是,在苛刻和复杂的环境下,金属激光打彩的耐腐蚀性需要具体评估。
目前的行业应用表明,适合激光打彩的金属材料除了钢材这个典型材料之外,还有钛(珠宝手表等应用)、铬合金和铌等。
技术参数
technical parameters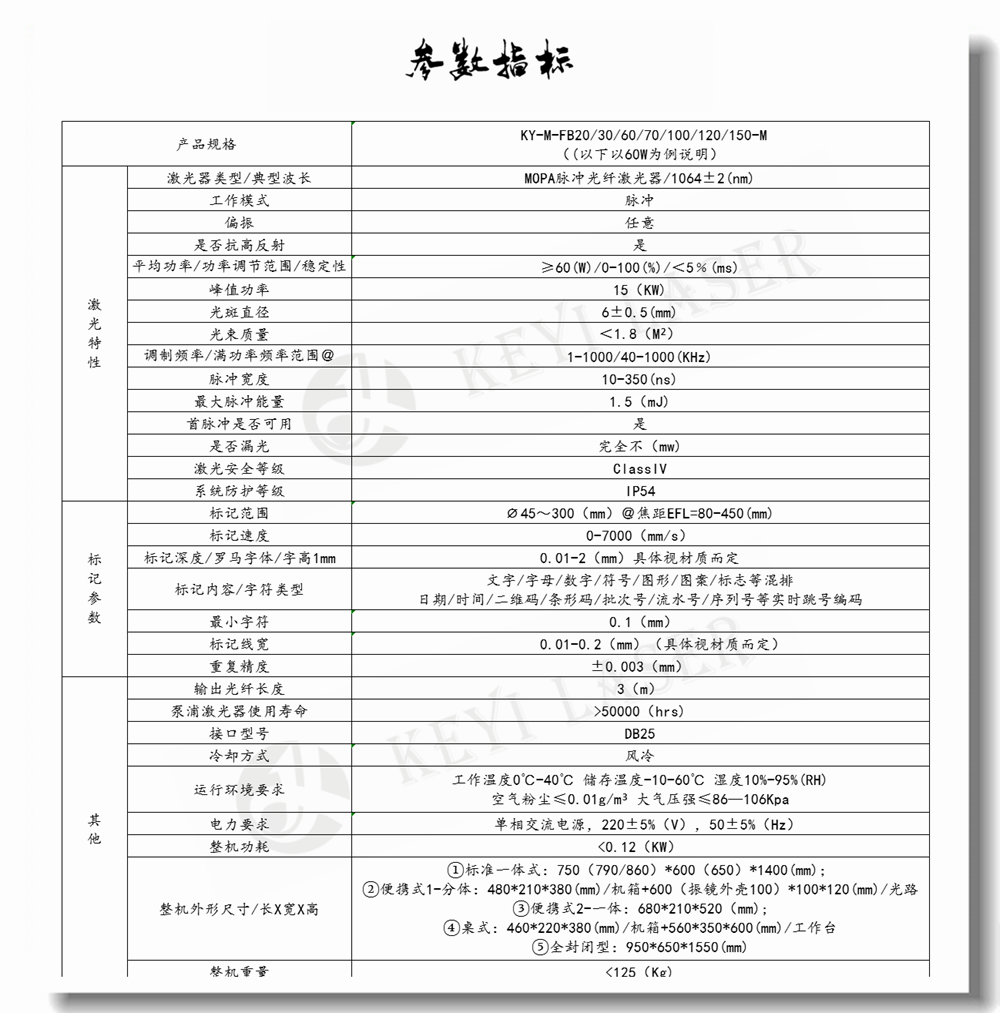
产品特点
product feature
珠宝激光焊接机就是专门用于珠宝、首饰的激光焊接机,焊接材料包括金、银、合金、铜等金属,焊接牢固。焊接...
